1.775.786.6661
Follow Us



 The Ridgecrest project proposed early 1984 was designed by Gibbs & Hill, Inc., New York to produce 560 MW with 100 MW as a base load. Aside from electricity generation, it was design with a thru-put of 6,000 tons per day of processed food, and 8 million gallons daily of desalinated water. Capital cost, was estimated at $850 million (1980 dollars) with very limited possibilities for cost overruns, thus rendering it less expensive to construct than comparable central fossil-fueled or nuclear power plants. It was designed to produce sufficient electric power for 500,000 homes, serve the water needs of the Ridgecrest area and feed more than 3 million people. The estimated number of jobs it would require were 10,000 workers directly, and if successfully duplicated, create the basis for a new industry employing hundreds of thousands.
The Ridgecrest project proposed early 1984 was designed by Gibbs & Hill, Inc., New York to produce 560 MW with 100 MW as a base load. Aside from electricity generation, it was design with a thru-put of 6,000 tons per day of processed food, and 8 million gallons daily of desalinated water. Capital cost, was estimated at $850 million (1980 dollars) with very limited possibilities for cost overruns, thus rendering it less expensive to construct than comparable central fossil-fueled or nuclear power plants. It was designed to produce sufficient electric power for 500,000 homes, serve the water needs of the Ridgecrest area and feed more than 3 million people. The estimated number of jobs it would require were 10,000 workers directly, and if successfully duplicated, create the basis for a new industry employing hundreds of thousands.
 The facility would displace the equivalent of 5 million barrels of oil annually, resulting in savings to the U.S. economy of at least $200 million per year. Inasmuch as the facility uses no fuel, millions of tons of pollutants wouldbe prevented from entering the environment each year over the 30-year life cycle. Clearly, this is the best solution to the serious problems of acid rain, fallout, the greenhouse effect, etc., all of which have been linked to fossil-fueled plants. Other benefits include substantial tax revenues to government, stabilization of energy costs and creation of highly attractive investment opportunities for the financial community. Briefly stated, the Ridgecrest Solar Project is what the nation needs.
The facility would displace the equivalent of 5 million barrels of oil annually, resulting in savings to the U.S. economy of at least $200 million per year. Inasmuch as the facility uses no fuel, millions of tons of pollutants wouldbe prevented from entering the environment each year over the 30-year life cycle. Clearly, this is the best solution to the serious problems of acid rain, fallout, the greenhouse effect, etc., all of which have been linked to fossil-fueled plants. Other benefits include substantial tax revenues to government, stabilization of energy costs and creation of highly attractive investment opportunities for the financial community. Briefly stated, the Ridgecrest Solar Project is what the nation needs.
The resources brought to bear since its first inception in August, 1981 yielded the development of conceptual design and completed necessary work in the areas of economic & risk analysis, engineering feasibility and constructibility. It also included the political, social and community impacts, environmental factors, legal and regulatory interfaces, and enter the capital funding stage.
The prime site for the project is a 3,000- acre block of land currently owned by the U.S. Bureau of Land Management (BLM), Department of the Interior. Its location is in San Bernardino County, California about two miles due east of the city limits of Ridgecrest. The land is zoned by the Federal government for power production and is available for purchase from BLM if (1) environmental analyses affirms that the project meets Federal and State environmental guidelines, and (2) the California Energy Commission (CEC) grants approval after filing of a Notification of Intent (NOI).
The site is centered on coordinates 350 37' N by 1170 33' W. It is roughly triangular, with the western boundary of the site less than two miles from the eastern edge of the City of Ridgecrest. A gas pipeline and 50 MVA powerline currently traverse the site. It is boundaried by three roads, as illustrated by the map. It is not in the approach path for the China Lake Naval Weapons Center (CLNWC), Armitage Field, which is more than six (6) miles away, but is close to the Valley View Airport. The nearest railheads are in Trona and on the base, 6 to 10 miles away by road. The site is gently sloping covered by 10 feet of alluvial soil over solid bedrock. There are no fault lines under the site; it is about 10 to 12 miles north of the Garlock Fault. This fault is partially active, but has not had a major quake in over 1,000 years.
Water can be piped in from the sewage ponds on the base, and from Ridgecrest, the Salt Wells Valley, and will tap aquifers around China Lake. Average total dissolved solids in these waters is expected to range form 3,000 to 5,000 ppm, and annual usage should average 2.9 billion gallons (8,000 acre feet). About 2.0 billion gallons (6,140 acre feet) will be delivered to the local residents as city drinking water (300 to 500 ppm TDS), 675 to 765 million gallons (2,070 to 2,350 acre feet) will be evaporated in the plant cooling system, and 135 to 225 million gallons (414 to 690 acre feet) will be evaporated in salt evaporation ponds.
Alternate sites have been identified just southwest of the prime site, as well as others in the Spangler Hills, Salt Wells Valley, Searles Valley, and near Inyokern. Some of this property (in the Salt Wells Valley) is owned by the Navy and may not be viable for acquisition. The Garlock Valley, south of Laurel Mountain, was originally considered a prime site; however, it is located on or between three potentially active faults.
Access to the site is possible by two roads, one belonging to the China Lake Naval Weapons Center and another public road interconnecting Ridgecrest and Trona. A commercial airport exists 15 miles to the west while a major railhead is located 15 miles northeast in Trona. Highways 178 and 395 will support heavy vehicular traffic into the area from the south and west. The site is bounded on its northern and eastern perimeters by CLNWC, on its southern perimeter by BLM property and the private land, is owned by the Spangler family. On its western side is private property, owned by various individuals.
Estimated acquisition cost from BLM is less than $1,000 per acre, including environmental analysis expense and purchase of three mining claims (Spangler) on the property. In 1981, average BLM land costs in California were $300 per acre.
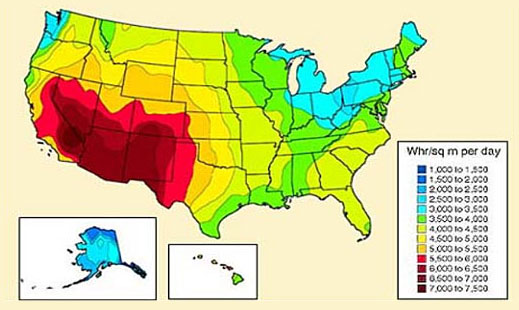
Solar Resources in the United States
The Solar Resources for generating power from Central Tower Receiver system is plentiful. For example, the entire country could be powered by installing solar power plants on about 9 percent of Nevada -a plot of land 100 miles on a side.
It should be noted that the site is located in the area of highest daily average solar insolation in the continental U.S., perhaps the highest in the Western Hemisphere (8.0 KWh/m2/day) as recorded from a nearby monitoring station. It is situated in the eastern section of Indian Wells Valley where the winds are least intense and centrally located in the valley area wherein brackish water quality is unacceptable for potable purposes.
 The general siting near Ridgecrest also yields other benefits. The relatively large indigenous population of about 30,000 can tolerate the expected labor force of 2,000 during plant construction. The city infrastructure includes utilities, permanent and temporary housing, schools, roads, rail, airport, community shops, businesses and entertainment. Ridgecrest is roughly equidistant from the Imperial and San Joaquin Valleys, Los Angeles and Bakersfield, which comprises of major markets and materials/feedstock sources for the project. Clearly, it is an ideal site for this type of endeavor.
The general siting near Ridgecrest also yields other benefits. The relatively large indigenous population of about 30,000 can tolerate the expected labor force of 2,000 during plant construction. The city infrastructure includes utilities, permanent and temporary housing, schools, roads, rail, airport, community shops, businesses and entertainment. Ridgecrest is roughly equidistant from the Imperial and San Joaquin Valleys, Los Angeles and Bakersfield, which comprises of major markets and materials/feedstock sources for the project. Clearly, it is an ideal site for this type of endeavor.
Community meetings held as well as public surveys conducted by local newspapers have revealed strong, almost overwhelming attitude of support by the local citizenry. Prevailing also is a high level of anticipation about the arrival of this clean, high technology industry, its employment opportunities and myriad other benefits.
The Federal Energy Regulatory Commission issued a Qualified Facility (QF) status notice. The next step of this process comprises negotiation for acquisition or lease of BLM property, which shall occur subsequent to final site analysis and evaluation activities. Once BLM has a formal request to purchase or lease the site, BLM must sponsor and environmental study, leading to an Environmental Impact Report (EIR), Environmental Impact Study (EIS) or Finding of No Significant Impact (FONSI).
During this period, applications to the California Energy Commission (CEC) for construction permits will be filed. A positive ruling is expected shortly after filing. The FAA and California Department of Transportation (CalTrans) will be requested to grant allowances for the construction of the towers (exceeding 200 feet in elevation) after the site has been approved for acquisition or leased. The final permit for operation will be filed about a year before expected startup. Other licenses, permits and certifications will be applied for and obtained as required.
 The design of the facility embodies Central Tower Receiver (point focus) technology, a relatively new approach to utilizing solar energy, based upon well understood and accepted thermal, mechanical, electronic and materials engineering principles. There are no fundamental elements of science, physical, or chemical that must be developed in order to design and construct the facility. The Central Receiver concept has been proven at several facilities in this country and elsewhere. Some examples include the Central Receiver Test Facility in Albuquerque, New Mexico, the Solar One 10 MW Pilot Plant near Barstow, California, the ARCO enhanced oil recovery facility near Bakersfield, California, plus others in Spain, Italy, and Japan.
The design of the facility embodies Central Tower Receiver (point focus) technology, a relatively new approach to utilizing solar energy, based upon well understood and accepted thermal, mechanical, electronic and materials engineering principles. There are no fundamental elements of science, physical, or chemical that must be developed in order to design and construct the facility. The Central Receiver concept has been proven at several facilities in this country and elsewhere. Some examples include the Central Receiver Test Facility in Albuquerque, New Mexico, the Solar One 10 MW Pilot Plant near Barstow, California, the ARCO enhanced oil recovery facility near Bakersfield, California, plus others in Spain, Italy, and Japan.
A German consortium plans the construction of an air-cooled Central Receiver (20 MW) in Spain (1987). Five other Central Receiver projects, ranging in size from 30 to 100 MW were planned for the U.S. The Ridgecrest facility is by far the largest and, by virtue of its inherent economies of scale, is the only one that can possibly achieve commercial viability in the near term. A heliostat production study completed by General Motors corroborates this statement, as does the SEIA Central Receiver Council.
Electrical production performance is projected at a peak power of 560 MW, averaging 1800 GWhe (net) per year. Water production is based on 2.9 billion gallons of brackish water per year feedstock, averaging 5,000 ppm TDS, yielding 2.0 billion gallons of drinking water (less than 500 ppm TDS), 0.65 billion gallons of water evaporated in the plant cooling system, and 0.25 billion gallons evaporated in salt evaporation ponds. Food production is estimated at 1.0 to 1.5 million tons of processed foodstuffs annually. The plant availability factor should be close to 100 percent, with a capacity factor of 0.367 for electricity, 0.742 for food processing and 0.685 for water production. Throughput should be at or near peak capability for up to 30 years.
Much of the equipment for the facility is commercially available without modification, i.e., steam turbines, condensers, cooling towers, demineralizers, pumps, piping, heat exchangers, ducting, valving, rebar, concrete, steel forms, etc. Three major components-heliostats, receivers, and remote-heated gas turbines are available as prototypal hardware. Gas turbines utilizing either a GE or Westinghouse industrial, split-shaft model, can easily be modified to accommodate the system. Receivers must be custom designed for the application and will likely utilize Inconel 617 tubing and alumina casting reflector/insulation walls. Babcock & Wilcox, a McDermott company, is a likely supplier of the fabricated receiver and alumina castings. Huntington alloys can supply the Inconel. The heliostats can be produced in a mass production facility and can be based on designs developed under Department of Energy (DOE) contracts by ARCO, McDonnell Douglas, Martin Marietta, and others. Foreign production is also under consideration.
The innovative design would include photovoltaic powered azimuth-elevation drive motors to avoid field wiring. Each unit will feature its own independent microprocessor for tracking control, with manual override via radio telemetry vis-à-vis the master control system. The design calls for 70,000 heliostats (tracking mirrors), each with a reflecting area of 528 square feet and 10 square feet of solar area (100-watt peak). The solar cell purchase (7,000 kW) is the probably the largest in history.
 Life expectancy for the great majority of components is greater than 30-years. The operational life of a few items, such as microprocessors, transponders, heliostat motors, fiber optics, and electromechanical controllers, is projected at about 10 years minimum. Periodic inspection and maintenance, combined with an adequate spare parts inventory, should be sufficient to eliminate unexpected failure of these parts. Reverse osmosis cartridges, developed by duPont and Dow Chemical, have life expectancies of more than 7 years. Gas turbines, using pure air, should last over 200,000 hours (50 years) without major overhaul, as should the steam turbines.
Life expectancy for the great majority of components is greater than 30-years. The operational life of a few items, such as microprocessors, transponders, heliostat motors, fiber optics, and electromechanical controllers, is projected at about 10 years minimum. Periodic inspection and maintenance, combined with an adequate spare parts inventory, should be sufficient to eliminate unexpected failure of these parts. Reverse osmosis cartridges, developed by duPont and Dow Chemical, have life expectancies of more than 7 years. Gas turbines, using pure air, should last over 200,000 hours (50 years) without major overhaul, as should the steam turbines.
The towers should stand for hundreds of years, barring earthquakes of greater magnitude than 7.2 epicentered within a 10-mile radius; they are designed to withstand that degree of tremor coincident with a 90-mile-per-hour wind. The receiver tubing may require replacement at 20 to 30 year intervals. Heliostat glass mirror modules may require replacement due to rippling effects every 30 years, although recent test results seem to indicate that an  even longer life can be expected.
even longer life can be expected.
Estimated O&M costs are in the range of 50 to 100 million dollars per year, with about half for personnel, 20 percent for spare parts, and the balance for property taxes and insurance. The detailed project construction schedule is available upon request. Briefly, actual construction would require up to three years to complete, including site preparation (4 to 6 months), erection, field assembly, installation (20 to 24months), plant testing, and startup (3 to 4months). Much of the site preparation is accomplished in parallel with construction; for example, trenching for air ducts, and foundations may coincide with piping work. Backfill over the foundations, thermal storage unit and piping uses displaced earth from excavation. Roads may be laid over the underground ducts for access to the central food and water processing facilities.
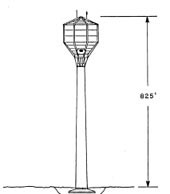
Project design included seven towers each slip-formed, reinforced concrete designed with a backfilled, submerged pedestal foundation. Base diameter is roughly 60 feet, with a minimum diameter of 30 feet at the receiver base. The receiver design was about 200 feet from the neck of the tower. An additional 25 feet of height is required for aircraft warning lights, lightning rods and the maintenance crane. Overall, height of the tower is 825 feet.
Four apertures facing NE, NW, SE and SW are used, 8 by 10 meters on the south (vertical/horizontal axis diameters) and 10 by 12 meters on the north. The receiver cross section is fluted, increasing from a 30-foot diameter at the base to 150 feet across at the top. The internal surfaces are insulated with alumina, which doubles as a reflector to distribute and redirect the field flux to the ceiling of the receiver. The tubing spans the ceiling of the receiver with agentle arch, much the same as a concrete bridge, between the inlet and exhaust manifolds. Inlet manifold and riser ducting is 7 feet in diameter. Exhaust manifold and ducting is 9 feet in diameter, internally insulated and lined with Inconel sheet. The tubing and manifolds are allowed to freely expand without constraint in the vertical direction (upwards) upon heating. A gap of 6 feet is left with the ceiling to accommodate the expansion. The inlet (riser) enters at one end of the inlet manifold, while the exhaust (downcomer) would exit at the opposite end of the tubing array. This manifolding design provides for even flow distribution in all tubes, and the multiple reflection deep cavity design provides a nearly uniform flux level on the tubing banks. The tubing is laid out with two banks of tubes spanning the ceiling, with the lower set of smaller diameter tubes to act as shields for the larger-diameter set above.
This receiver design takes into consideration the simplicity of function, in that the entire air heater loop is a single weldment with no moving parts. The non-uniform flux field from the heliostat array is made uniform within the receiver via multiple reflection from diffuse reflectors. The reflector material doubles as an insulator. Its shape and texture naturally distributes the flux randomly. The heated surfaces are well above the cavity openings, which will set up a natural circulation to provide convective heating of the tubes above, while facing away from the apertures to minimize reflection and re-radiation losses. The closed, downward-facing cavity arrangement should result in low overall convection losses, while the large cavity ratio (about 35:1) will result in an effective emmissivity of about 0.025 with absorptivity of 0.975. Overall annual average receiver efficiency (based on flux admitted) should exceed 85 percent. It should also be pointed out that the thermal inertia of the receiver, as designed, will provide up to 15 minutes of smooth operation during rapid transients of field flux. Coupled with the innovative design of the gas turbine flow control system, operation during cloud transients should be possible without severe transients in the gas power system.
The gas turbine modifications include manifolding on the compressor discharge and compressor turbine inlet. It includes the use of an induction motor for startup and speed control of the compressor turbine shaft. A thyristor chopping circuit is used for overall control of each unit's rotational speed through variance of the induction motor torque. The power turbines will each be coupled to synchronous generators, and will use variable inlet guide vanes for synchronization and fine-tuning of exhaust pressure and temperature. Discussion of this concept can be found in the Gibbs & Hill, Inc. Department of Energy report on solar cogeneration.
The Thermal Energy Storage (TES) vault is a buried system at least 150 feet deep in bedrock. The air-to-air heat exchanger operates with a closed-loop, compressor-driven circuit to collect and store solar-heated air. As such, solar heat collection is totally independent of power generation. A separate loop would be utilized to gate the heated air to a supercritical steam generator. Steam at 3,000 psia and 1,0000 F would be used in a dual-reheat superciritical steam system with a single deaerating feedwater heater. Such a system could generate 300 MW at a 0.67 capacity factor, or up to 700 MW at 0.28 capacity factor with seven power towers, each rated at 270 MWt (peak). The air loop is designed to operate at 400 to 500 psia.
Similarly, the G&H report presents a thorough discussion of the TES concept. In this case, the waste heat from all 35 gas turbines is gated into a single TES plenum, and there routed to either the steam generator or the TES, or both. The TES would contain one million tons of iron orthosilicate (copper slag) in a conical frustum, occupying 420,000 cubic yards. The mean particle size is one to two inches, with an effective heat exchange surface area of between 75 and 600 million square feet (about 200 million SF is expected). Its effective heat capacity would be sufficient to provide 10,000 Mwhe of generation by the steam system. Pressure drop across the TES at full flow is estimated at less than 0.5 psig. Overall heat loss through the 12 feet of earth-berm cover is about 0.2 percent per day of containment. Considering an average daily heat input to storage of 14,000 MWht, effective TES losses amount to 0.5 percent of generation.
A 500KV line is designed to cross the China Lake Naval Weapons Center through the sierras along Highway 178 into the Kern County oil fields 15 miles east-northeast of Bakersfield, or into Bakersfield itself. An alternate route would send the line southwest from the site down to Highway 58. From there it would follow along the Southern California Edison transmission corridor paralleling Highway 395 to the south of Bakersfield, interconnecting at the first PG&E trunk line about 20 miles southwest of the city.
In conformance with Federal law governing such matters, a commitment to purchase plant power has been obtained from Pacific Gas & Electric. Modifications to the standard offer needs to include a 30 year levelized rate with a small portion thereof escalating to cover normal O&M cost increases.
Water will be purchased by the local water district in barter trade for the city's sewage and water rights to the brackish underground aquifers. It is significant to note that the plant (through the reverse osmosis desalination process) will halt and possibly reverse a serious threat to the local water supply. Studies indicate there is a strong possibility of brackish water encroachment into the fresh water aquifers as there is a severe over-draught of the fresh water aquifers (30,000 acre-feet discharge vs. 8,000 acre-feet recharge).
Water feedstock is readily available from the city sewage system and brackish aquifers. Estimated uptake of brackish water (2.4 billion gallons per year) is equivalent to a 68 year supply without recharge. It is believed that recharge of fresh and brackish water combined is about 11,000 acre-feet per year, or more than 3,000 acre-feet for brackish water alone. If this is true, then no shortfall of brackish water supply should occur for nearly 120 years. The balance of brackish feedstock (sewage) should be about 0.5 billion gallons per year. If this is not available (the Navy currently has rights for its golf course), brackish water supply should be sufficient for at least 100 years.
Foodstuff feedstocks are available from the triple-cropping farming communities to the southeast and northwest. These areas grow about five times the amount of food that could be processed by the facility. Long term contracts with co-ops in the region could be acquired if the price is attractive. Current farm gate prices are in the range of 4 to 8 cents per pound. Processed food prices range from 30 to 300 cents per pound.
The air-heated steam generators are expected to be cross-flow, spiral-tube type with finned tubes on the airside. The firm of Green Economizers is a possible supplier of the units through Foster Wheeler (FW), Combustion Engineering (CE), Babcock & Wilcox (B&W) and Garrett can fill those requirements.
The facilities four steam turbines are rated at 25-30 MW. They are designed to operate with a turbine inlet condition of 7000F at 420 psia, and exhaust at 1040F at 1 psia. Bleed steam at 2190F and 16.9 psia will be used in the deareator. Typical manufacturers of this equipment include Brown Boveri, GE or Westinghouse.
Gas turbine suppliers include such names as Westinghouse Canada, GE, Brown Boveri or GEC. Receiver suppliers include B&W, FW, Boeing E&C, or CE. Huntington Alloys provide materials (tubing and sheet). B&W make alumina castings for the insulator/reflector.
Copper slag is produced at smelters throughout the southwest like Anaconda, Phelps Dodge, Kennecott, etc.
Heliostat suppliers include McDonnell Douglas, Martin Marietta, Boeing E&C, Arco Solar Industries, Cethel, MBB or General Motors.
The reverse osmosis (RO) plant is most likely built by duPont Permasepä membranes. There are several potential suppliers for the hardware.
The cooling system uses the brackish water rejected from the RO plant. It is first spray-cooled in ponds before use in the cooling towers or condensers. Cooling tower blowdown (at or near 60,000 ppm TDS) will be rejected to the salt evaporation ponds.
Current plans call for heating of the RO plant feedwater to 92.50F in the solar steam plant cooling system. Annual average heat rejection to the RO feed water is greater than 7 percent of total cogeneration plant output (greater than 136 GWht per year), or about 190F rise in temperature for the 2.9 billion gallon feed water requirement.
All potential suppliers and vendors of hardware are enthusiastic and willing to work an accelerated schedule to develop the commercial hardware. The pacing or longest lead items are the heliostats (12-18 months), receiver (12-18 months), gas turbines (12-15 months) and steam turbines (12-15 months). Other items are either available immediately or within 12 months or the order date.
The final development program and construction steps are outlined in the Engineering Section D. Insurance specifications for the project have been formulated in the cooperation with Johnson & Higgins, Inc. These will include accident insurance, plant performance bonding, workers compensation and liability coverage.